Effect of drawing oil on production efficiency in bright bar drawing process
November 25, 2021
Can smoke formation be eliminated while machining with neat oils?
March 31, 2022How can dry film lubricants affect performance of automotive components?
Anti-friction coatings also known as solid-film or dry-film lubricants are recommended for applications where extreme operating conditions of very high or low temperatures and significantly high pressures are prevalent.
Within the automotive industry, anti-friction coatings are widely used in various safety critical components and applications that require life time lubrication such as piston skirt coatings, cylinder head gaskets, exhaust gaskets, latch, pole claw, sliding components in steering column, door handles etc.

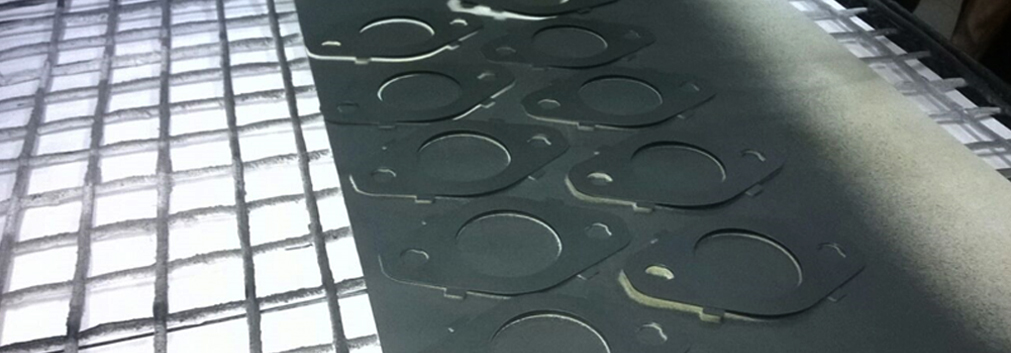
Dry film coating for exhaust gaskets
The ‘metal exhaust gasket’ is a key engine component that is used to seal the gap between engine exhaust port and exhaust manifold. The gasket is coated with dry film lubricant to withstand high operating temperatures and provide resistance against fretting corrosion due to high vibration encountered while the engine is in operation. Additionally, the coating also protects the typical stainless-steel material used against corrosion.
Ineffective dry film lubrication on the gasket may cause,
- Significant wear and tear of the thin film thickness of the gasket
- Leakage of exhaust gases, once wear is initiated
These factors may ultimately affect efficiency of engine and performance of the vehicles.
The case study below demonstrates key properties and requirements of dry film lubricants to provide anti fretting and corrosion protection of automotive engine gaskets.
Customer: Reputed Indian manufacturer of automotive and industrial gaskets with processes conforming to the latest quality standards of ISO and IATF 16949. The auto-component manufacturer with presence across automotive segments supplies to both domestic and global OEM’s.
Products manufactured: Cylinder head gaskets, exhaust manifold gaskets, coated steel gaskets, heat shields etc.
Customer was currently using anti- friction coating of a well-known brand. The Engineering team was on the lookout for an alternative dry film lubricant that can provide better performance in terms of fretting resistance, adhesion, long term performance and anti-corrosion properties.
Operational requirements for dry film lubrication
- To withstand operational temperatures of ‘-40 ˚C to +350 ˚C’
- Should be resistant to oil and coolant exposure
- Should be resistant to heat
- Withstand sliding movement friction
- Load / surface pressure type: tightening torque
- Should provide ‘dry film thicknesses of 8 to 15 microns
Considering the operational parameters, BECHEM’s Application Engineering team recommended Berucoat AF 291.
Why Berucoat AF 291?
BECHEM’S Berucoat AF 291 is an advanced heat-cured, bonded coating that protects frictional surfaces from wear even when exposed to the environments of oil, grease, solvents and dust.
To compare performance of the two dry film lubricants in contention, the BECHEM team recommended the SRV test of Berucoat AF 291 with the existing product, M.

SRV Test for lubrication efficiency
The SRV test measures the physical interactions between a lubricant and two specimens in a loaded contact in either linear or oscillatory motion. The objective is to understand the lubricating effect of the anti-friction coating under actual operating conditions of repetitive high frequency oscillation of the frictional surfaces.
- Testing Temperature: 250 ˚ C
- Frequency of oscillations: 50 Hz.
- Load on contact specimen: 11.7 N/sq. mm. (33,000 N over surface area of 2,815 sq. mm.)
SRV Test procedure:
- To simulate the actual contact of gasket, the geometry of ring and disc was chosen as the contacting specimens
- For 15 minutes, both Berucoat AF 291 and Brand “M” were coated on the friction partners and cured at 215 ˚C
- Before initiating the test, temperature of the test chamber was increased to 250 ˚C
- Load increased in stages until the desired load of 11.7 N/sq mm was achieved
- Test stops automatically once the ‘coefficient of friction value’ increases. Time is noted for that instant
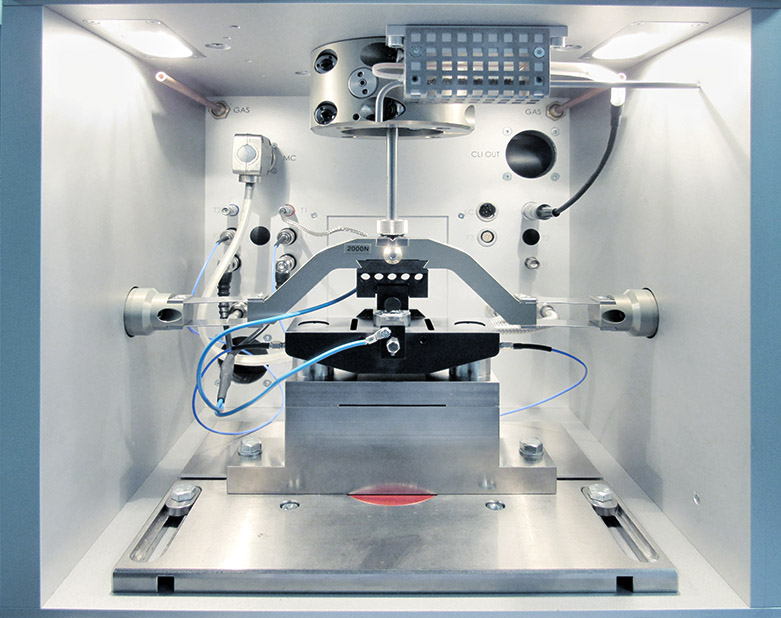
Translatory oscillation test rig (SRV) at BECHEM HQ, Hagen
Test Result:
In case of Brand “M”, increase in friction, welding of ring and disc as contacting specimen occurred in 34 seconds. In case of Berucoat AF 291, the increase in friction and welding of contact specimen occurred after 2 minutes 35 seconds. An improvement of almost 5 times with Berucoat AF 291.
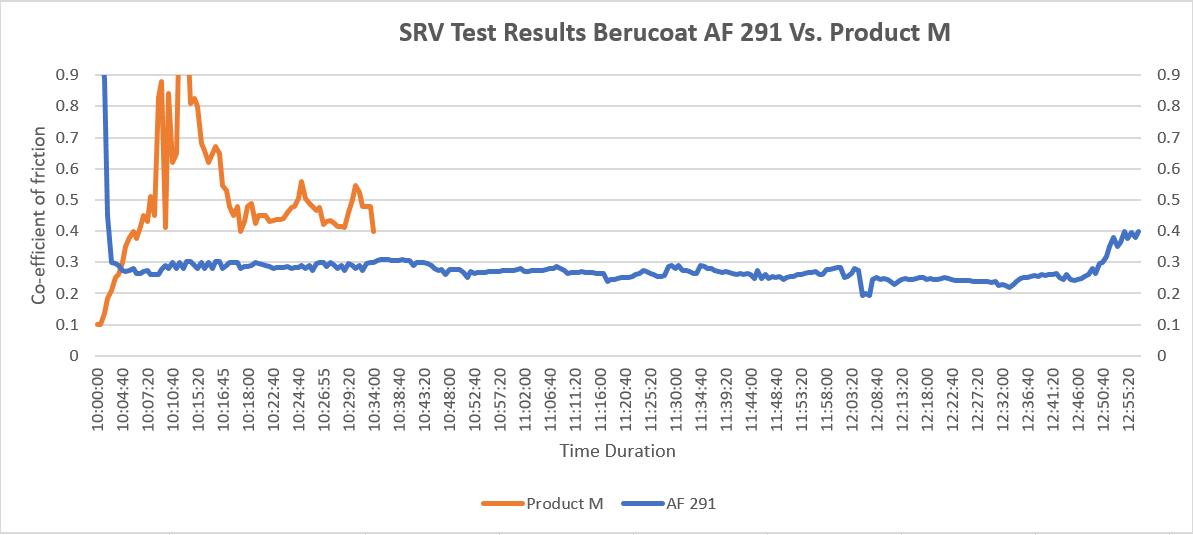
*Graph replicated for actual test data points autogenerated by the SRV Machine
To further confirm the performance of Berucoat AF 291, two additional tests were conducted in-house by the Customer.
Scratch test to check adhesive
The scratch test is an established method in material testing used to check adhesive and cohesive strengths of paints coatings. The cross-cut test method determines the resistance of paints and coatings to separation from substrates by utilizing a tool to cut a right-angle lattice pattern into the coating, penetrating all the way to the substrate.

Surface preparation and coating procedure strength of coating:
| Cleaning | Before coating it is very important that surface should be fully cleaned of oil and dust traces as it may affect the adhesion of coating |
| The gaskets are cleaned by vapour de-greasing method | |
| Preparation of the coating | 1 parts of coating mixed with 1.5 part of thinner. (Coating is mixed with thinner in the ratio 1:1.5) |
| The coating is applied with spray gun to achieve the DFT (dry film thickness) between 8 to 15 microns | |
| Curing | Gaskets are left for ‘dry to touch’ for 5 minutes |
| Subsequently coated gaskets are placed in the oven for 15 minutes at 200 ˚ C for further curing. | |
| After curing, gaskets are drawn out at room temperature and coated on the other side following the same procedure |
Scratch test to compare adhesiveness
- Scratch test conducted after 1 hour of curing
- A crosshatch pattern is made through the film to the substrate
- Detached flakes of coating are removed with a soft brush. Pressure-sensitive tape is applied over the crosshatch cut. Tape is smoothed into place by using a pencil eraser over the area of the incisions. Tape is removed by pulling it off rapidly back over itself as close to an angle of 180.
Scratch test result: No peeling of film was observed.
Endurance Test
Endurance testing also known as engine testing, is conducted usually to determine if the system can sustain the continuous expected load in actual operating conditions. The inhouse endurance test involved the coated gasket to be mounted on ‘an actual engine for 5, 60 and 500 hours consecutively’ testing out different load conditions.
Test Result: The Customer was satisfied with the ‘endurance test performance’ of Berucoat AF 291
Spread Area: Berucoat AF 219 Vs. Brand M
Further analysis of both the dry films established that Berucoat provides better film spread as compared to Brand M’s coating.
| Product | % of Solid Volume (VS) | DFT (micron) |
TSR (Sq. m) |
% Wastage | Actual Spread Area (m) | Difference in ASR (m) | % Difference in ASR |
| Berucoat AF 291 | 35 | 10 | 35.00 | 40 | 21 | 3 | 17 |
| Brand “M” | 30 | 10 | 30.00 | 40 | 18 |
TSR (Theoretical spread rate) = %VS*10/DFT
DFT = Dry film thickness
ASR = Actual Spread Area
Wastage constant as the same specimen was considered
Factoring the better spread rate and price economics, the cost benefit analysis established a savings of approximately 25% as well as better performance (5 Times) with Berucoat AF 291 against coating M.
Having observed performance of the product and test results, the customer was convinced and switched over to Berucoat AF 291.


{kind=link}